

电 话:17857435997
传 真:0574-86310633
邮 箱:1120745586@qq.com
网 址:www.dchyd.com
地 址:浙江省宁波市镇海区蛟川街道顺泰路118号三号楼

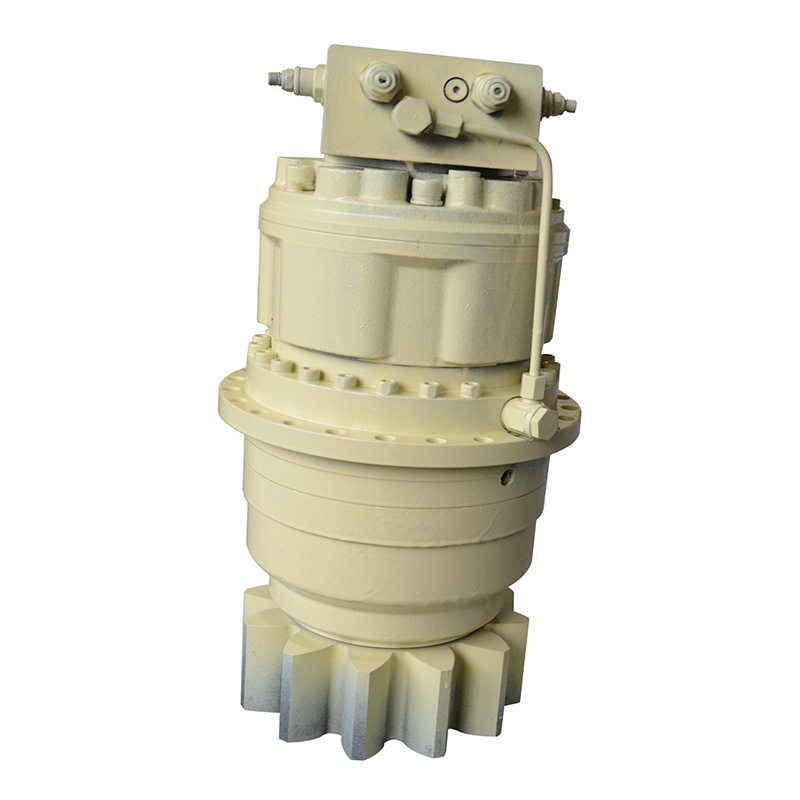
液压马达出现不求购大扭矩液压马达转或者爬行是什么原因液压马达在工作的时候会出现马达不转或者爬行的故障,那么这个故障是怎么造成的?小编今天给大家分析下。出现这样的情况,一般分为三个原因:(1)紧固螺丝拧得太紧:紧固螺丝拧得太紧会导致零件平面贴合过紧,从而引起马达运转不顺或者直接卡死不转。解决办法是在规定的力矩范围内拧紧螺丝。(2)输出轴与壳体之间咬坏:当输出轴与壳体之间的配合间隙过小时,将会导厦门大扭矩液压马达厂家致马达咬死或者爬行,当液压油内含有杂质也会发生这种情况。处理办法只有更换输出轴与壳体配对。

增加流量只能有限大扭矩液压马达厂家的提高转速,500提高到900,那么建议换个型号的马达,摆线液压马达流量提高到一定程度,转速不会无节制的升高的,内部油压升高,内泄增大,导致效率直接下降,或者马达损坏。摆线液压马达对错定转子副为什么会反转,定转子是不会错的,是转子与配流盘的相对位置错了,摆线马达分为轴配流和端面配流两种。轴配流的配流方式在主轴上,你可以在轴端对着一个油槽做一个记号,对着转定子副的最小密封腔,试一下,若为反转再错一个齿就好了。端面配流的配流方式是配流盘,通过配流轴和转子连接,装好转定子副后,测量一下密封腔深度就可以了,若最小密封腔的顺时针方向的腔厦门大扭矩液压马达比逆时针方向的腔深则为正转,反之为反转。
液压系统属于非标液求购大扭矩液压马达压一类。加工生产液压系统和泵站,一般需要配备以下设备和人员:一.电器设计工程师,对液压系统的电控部分做相关设计和报价,并为后期液压系统的试验配备必要的电器设备(如电机启动柜和试验用操控柜)二.集成块加工的设备:立式铣床(可以外协加工),摇臂钻床,两通插孔加工设备(镗床),螺纹插孔加工设备(数控铣床),高度尺,划线平台,三.油箱加工的设备:钢板下料和折弯用的剪板折弯机(可以做外协加工),氩弧焊机,油箱内外部打磨用的电动工具,油箱的酸洗磷化设备(可以做外协加工),油箱喷漆设备和人员。四.液压系统的安装和调试:对液压系统有相大扭矩液压马达厂家关经验或大致了解的调试人员,集成块清洗和检验平台,弯管机,切割机。液压胶管和测压软管外购,液压油的储存以及过滤设备(过滤小车)。

要降低使用液压马达求购大扭矩液压马达时的压力能损失,首先要从内部开始,在降低系统内部压力损失的同时来降低功率损失。要解决这个问题,可以改进元件内部流道的压力损失,采用集成化回路和铸造流道。同时还需要降低或消除系统的节流损失,尽量降低非安全需要的溢流量,避免采用节流系统来调节流量和压力。在材料的使用上,可以采用采用静压技术制造的材料和新型密封材料,这样就可以有效的降低磨擦损失。在使用时的维护是不可少的,及时维护液压马达,防止污染对马达寿命和可靠性造成影响,必须发展新的污染检测方法,对污染进行在线测量,要及时调整,不允许滞后,以免由于处理不及时而造成损失。液压马达要降低压力能大扭矩液压马达厂家损失,需要厂家和消费者共同努力,这样才可以最大限度的防止压力能损失。

①保证液压马达求购大扭矩液压马达输出轴与机械的同心度,或采用挠性连接。②启动液压机油马达之前,壳体要注满油。壳体始终要充满油,提供内部润滑,否则将拉坏油马达,铸成大错!③泄漏连接:液压马达壳体泄漏管必须全口径,不受节流,并且从泄漏口直接连到油箱,使壳体保持充满油液,泄漏管的配管必须避免虹吸现象,泄油管要使它在油箱液面以下终结,其他管路不得连接该泄油管。液压机马达的泄油管应单独大扭矩液压马达厂家连油箱,不容许与回路口相连。

宁波德创液压传动有限公司
服务热线:17857435997 传真:0574-86310633
E-MAIL :1120745586@qq.com
地址:浙江省宁波市镇海区蛟川街道顺泰路118号三号楼
| 扫描添加联系人 | 扫描打开手机站 |
 |  |
 宁波德创液压传动有限公司
宁波德创液压传动有限公司 服务热线 :17857435997
服务热线 :17857435997

